+86-576-84352333
-

+86-18262333218
-

-

-

ÜRÜNLER
bize Ulaşın
Tel:
E-posta:
Faks:
+86-523-88642288
Eklemek:
Yuduo Sanayi Bölgesi, Jiangyan Bölgesi, Taizhou Şehri, Jiangsu Eyaleti
-
 Daha fazla göster
Daha fazla gösterYüksek Erime Noktalı Tungsten Şerit
Tungsten çubuklar olağanüstü özellikleri nedeniyle ödüllendirilen temel malzemelerdir.
-
Daha fazla göster
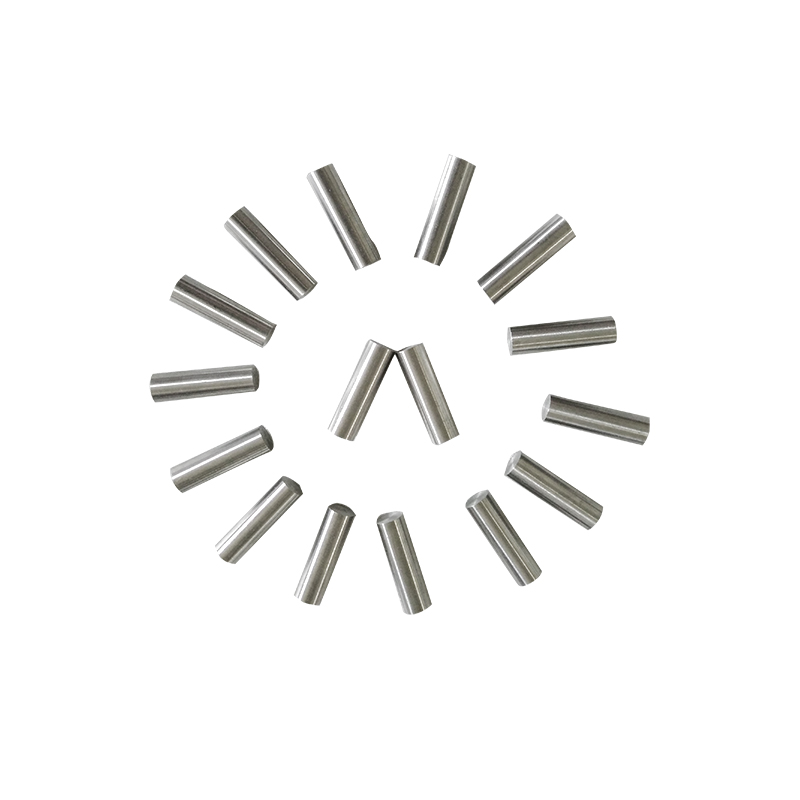
Karbür Tungsten Çubuk
Tungsten karbür çubuk, alet, kalıp, kesici alet imalatında ve diğer endüstriyel amaçlar içi
Olağanüstü özellikleri nedeniyle ödüllendirilen bir malzeme kategorisi olan Tungsten Çubuklar dünyasına hoş geldiniz. Bu çubuklar, yüksek sertlikte sonradan su verme ve temperleme gibi dikkat çekici özellikler sergileyerek zorlu uygulamalarda sağlamlık sağlar. Üstün aşınma dirençleri onları imalat ve madencilik gibi endüstrilerde vazgeçilmez kılmaktadır. Tungsten Çubuklar, yüksek sıcaklıktaki ortamlarda üstün performans gösterir ve kötü koşullar altında performansını korur. Dayanıklılığın, aşınma direncinin ve yüksek sıcaklık performansının gerekli olduğu uygulamalarda teknoloji, makine ve endüstriyel proseslerdeki gelişmelere önemli ölçüde katkıda bulunan hayati bileşenlerdir. Tungsten Çubuklar zorlu operasyonel ortamlarda güvenilirliğin ve verimliliğin simgesidir.
Hakkında

Taizhou Huacheng Tungsten ve Molibden İmalatı Co., Ltd.
Taizhou Huacheng Tungsten ve Molibden Ürünleri Co., Ltd., tungsten ve molibden serisi ürünler üreten profesyonel bir şirkettir.
Şirket, tungsten ve molibden özel şekilli parçaların, yüksek yoğunluklu tungsten alaşımlarının, tungsten-bakır alaşımlarının üretiminde ve yeni tungsten-molibden malzemelerinin araştırma ve geliştirmesinde uzmanlaşmıştır.
Mesaj Geri Bildirimi
Haberler
-
Molibden, dünyadaki endüstriyel açıdan en değerli refrakter metallerden biridir ve birçok ürün formu arasında molibde...
DEVAMINI OKU -
Molibden Teli Nedir ve Neden Önemlidir? Molibden teli, kimyasal sembolü Mo ve atom numarası 42 olan refrakter bir ...
DEVAMINI OKU -
Tungsten Çubuk Nedir ve Neden Diğer Metal Çubuklardan Farklıdır? Tungsten çubuk, periyodik tablodaki en nadir ve e...
DEVAMINI OKU -
Molibden Şeridi Nedir ve Endüstride Neden Önemlidir? Molibden şeridi saf molibden metali veya molibden bazlı...
DEVAMINI OKU
Endüstri bilgisi
Birleştirme işlemleri sırasında tungsten çubukların bütünlüğünü korumaya yönelik hususlar var mı?
Bütünlüğünü korumak tungsten çubuklar birleştirme işlemleri sırasında çok önemlidir ve dikkate alınması gereken çeşitli hususlar vardır. Tungsten, yüksek erime noktası ve düşük termal genleşme gibi belirli birleştirme yöntemleri sırasında zorluk yaratabilecek benzersiz özelliklere sahiptir. Birleştirme işlemleri sırasında tungsten çubukların bütünlüğünü korumaya yönelik bazı hususlar şunlardır:
Yüksek Erime Noktası:
Tungsten çok yüksek bir erime noktasına (yaklaşık 3,422°C veya 6,192°F) sahiptir ve bu, çoğu yaygın birleştirme tekniğinden daha yüksektir. Bu yüksek sıcaklığa uyum sağlayabilecek birleştirme yöntemlerinin seçilmesi önemlidir.
Birleştirme Teknikleri:
Tungsten İnert Gaz (TIG) Kaynağı: Gaz tungsten ark kaynağı (GTAW) olarak da bilinen TIG kaynağı, tungsten çubukların birleştirilmesinde yaygın olarak kullanılan bir yöntemdir. Kaynak alanını korumak için sarf malzemesi olmayan bir tungsten elektrot ve bir inert gaz kalkanı kullanır.
Lazer Kaynağı: Lazer kaynağı, tungsten çubukların birleştirilmesi için uygun başka bir tekniktir. Odaklanmış lazer ışını yüksek ısı üreterek hassas ve lokalize kaynak yapılmasına olanak tanır.
Kontaminasyonun Önlenmesi:
Tungsten, kaynağın kalitesini etkileyebilecek atmosferik gazlardan kaynaklanan kirlenmeye karşı hassastır. Kirlenmeyi önlemek ve tungstenin bütünlüğünü korumak için kaynak işlemlerinin vakum veya inert gaz atmosferi gibi kontrollü bir ortamda gerçekleştirilmesi çok önemlidir.
Koruyucu gaz:
TIG kaynağında koruyucu gaz seçimi kritik öneme sahiptir. Helyum veya argon, tungsten elektrotu ve kaynak havuzunu atmosferik gazlardan korumak, oksidasyonu önlemek ve kaynağın bütünlüğünü korumak için genellikle koruyucu gaz olarak kullanılır.
Uygun Yüzey Hazırlığı:
Temiz ve kirlenmemiş bir kaynak arayüzü sağlamak için birleştirilecek yüzeyler uygun şekilde hazırlanmalıdır. Oksitleri veya safsızlıkları gidermek için kimyasal temizleme veya makineyle işleme gibi temizleme yöntemleri kullanılabilir.
Kaynak Sonrası Isıl İşlem:
Özel uygulamaya bağlı olarak, artık gerilimleri azaltmak ve bağlantının mekanik özelliklerini geliştirmek için kaynak sonrası ısıl işlem uygulanabilir. Tungsten üzerindeki olumsuz etkileri önlemek için uygun ısıl işlem parametrelerinin seçilmesine dikkat edilmelidir.
Kaynak Parametreleri:
Isı girişi, kaynak hızı ve akım gibi kaynak parametrelerinin kontrol edilmesi, yüksek kaliteli bir kaynak elde etmek için çok önemlidir. Aşırı ısınmayı veya yetersiz füzyonu önlemek için tungsten çubukların kalınlığına ve geometrisine göre ayarlamalar yapılmalıdır.
Çatlamayı Önlemek:
Tungsten oda sıcaklığında kırılgandır ve yanlış kaynak teknikleri çatlamaya neden olabilir. Çatlama riskini en aza indirmek için soğutma hızlarını kontrol etmek ve ani sıcaklık değişikliklerinden kaçınmak önemlidir.
Özel Kaynak Teknikleri:
Bazı durumlarda, tungsten çubukların birleştirilmesi için elektron ışın kaynağı veya direnç kaynağı gibi özel kaynak teknikleri düşünülebilir. Bu teknikler kaynak prosesi üzerinde hassas kontrol sağlar ve tungstenin benzersiz özelliklerine göre uyarlanabilir.
Hassas işleme veya takımlama gibi belirli uygulamalarda boyutsal doğruluk ne kadar önemlidir?
Boyutsal doğruluk, belirli uygulamalarda, özellikle de hassas işleme ve takım endüstrilerinde son derece önemlidir. Bu alanlarda, bileşenlerin ve araçların uygun işlevsellik, uyum ve performans sağlamak için kesin spesifikasyonları karşılaması gerekir. Hassasiyette boyutsal doğruluğun neden bu kadar önemli olduğu tungsten çubuğu :
Sıkı Toleranslar:
Hassas işleme ve takımlama çoğu zaman dar toleranslar gerektirir; bu da üretilen bileşenlerin boyutlarının belirlenen sınırlara sıkı sıkıya bağlı kalması gerektiği anlamına gelir. Bu toleranslardan küçük sapmalar işlevsel sorunlara yol açabilir ve nihai ürünün genel performansını etkileyebilir.
Değiştirilebilirlik:
Birden fazla bileşenin sorunsuz bir şekilde birlikte çalışmasının gerekebileceği takımlama uygulamalarında boyutsal doğruluk, değiştirilebilirlik açısından kritik öneme sahiptir. Aletin performansından ödün vermeden kolayca değiştirilebilmelerini veya değiştirilebilmelerini sağlamak için bileşenlerin tutarlı boyutlarda üretilmesi gerekir.
Takma ve Montaj:
Hassas işleme ve takımlama uygulamaları için üretilen bileşenlerin genellikle montaj sırasında birbirine tam olarak uyması gerekir. Boyutsal doğruluk, eşleşen parçaların doğru şekilde hizalanmasını sağlar, boşluk veya paraziti en aza indirir ve montajın genel kalitesine katkıda bulunur.
Performans ve Verimlilik:
Havacılık, otomotiv veya tıbbi cihazlar gibi yüksek performanslı uygulamalara yönelik bileşenlerin üretiminde sıklıkla hassas işleme kullanılır. Bu endüstrilerde boyutlardaki küçük değişiklikler bile nihai ürünün verimliliğini ve performansını etkileyebilir.
Yüzey:
İstenilen yüzey kalitesinin elde edilmesi hassas işlemenin ayrılmaz bir parçasıdır. Boyutsal doğruluk, yüzey özelliklerinin kontrolüyle yakından bağlantılıdır ve belirli pürüzlülük, düzlük ve diğer yüzey kalitesi gereksinimlerinin karşılanması için hassas işleme süreçleri gereklidir.
Takım Aşınması ve Uzun Ömür:
Takımların mekanik gerilime ve aşınmaya maruz kaldığı takımlama uygulamalarında, boyutsal doğruluğun korunması takımın uzun ömürlü olması açısından çok önemlidir. Belirtilen boyutlardan sapan bileşenler eşit olmayan bir şekilde aşınarak takım ömrünü kısaltabilir ve işleme performansını etkileyebilir.
Kalite kontrol:
Boyutsal doğruluk, kalite kontrol süreçlerinde önemli bir parametre olarak hizmet eder. Kalite güvence prosedürleri genellikle, işlenmiş bileşenlerin belirtilen boyutları karşıladığını doğrulamak ve nihai ürünün genel kalitesini ve güvenilirliğini sağlamak için ölçümleri ve incelemeleri içerir.
Tekrarlanabilirlik ve Tutarlılık:
Hassas işleme ve takımlama genellikle birden fazla özdeş bileşenin üretimini içerir. Boyutsal doğruluk, üretimde tekrarlanabilirlik ve tutarlılık sağlayarak, yüksek kaliteli bileşenlerin büyük miktarlarda güvenilir şekilde üretilmesine olanak tanır.
Hurda ve Yeniden İşlemenin En Aza İndirilmesi:
Boyutsal doğruluğun korunması, hurdanın ve yeniden işleme ihtiyacının en aza indirilmesine yardımcı olur. Bileşenler ilk üretim süreci sırasında teknik özellikleri karşıladığında kusur, hurda ve yeniden işleme olasılığı azaltılarak üretimde maliyet etkinliğine katkıda bulunulur.
Proje İhtiyaçlarınızı Konuşalım
Hızlı Linkler
Ürünler
Haberler
İletişimi koparmamak
-

Yuduo Sanayi Bölgesi, Jiangyan Bölgesi, Taizhou Şehri, Jiangsu Eyaleti
-

+86-523-88648968
/+86-523-88642288 -

+86-18262333218
-
 /satış@hcwm.cn
/satış@hcwm.cn
Telif hakkı © Taizhou Huacheng Tungsten ve Molibden İmalatı Co., Ltd.
